

|
商品開発や検品風景などなど、スナップと共にお届け
私たちのアクティビティーレポート
|
|
工場長 山本ケンジの製作日記 vol.2(2/2)
皆さん コンニチハ!ウッドハート テーブル・カウンタートップ担当 ケンジ 山本です。
前回のアクティビティレポートに続き、特大サイズカウンターの製作工程・後半をお届けします!
カウンターとなる4枚のパーツを切り出して、次に取りかかるのは、長さをつなぐ箇所と留めにカットした箇所にビスケットと呼ばれている専用のチップを入れる溝の加工です。このチップが板を正しい位置で連結させるガイドの役割をしてくれます。
|
|
 これがジョイントガイド役の「ビスケット」
これがジョイントガイド役の「ビスケット」 |
|
 接合面に専用工具で溝を入れていきます。
接合面に専用工具で溝を入れていきます。 |
|
|
|
 溝が完成。精度と技が要求されます。
溝が完成。精度と技が要求されます。 |
|
 できた溝にビスケットをはめ込んでいきます。
できた溝にビスケットをはめ込んでいきます。 |
|
|
|
今度は板同士を連結させるためのボルトジョイント加工を裏面にしていきます。板の大きさには限りがありますので、この加工をすることによって長物、幅広、L型などのカウンターの製作が可能になるのです。
また、施工後に湿度変化が生じた場合に、木材が膨らんだり縮んだりする動きを極力抑える効果も期待できます。
|
|
 パーツをあわせて下図を書き込み パーツをあわせて下図を書き込み |
|
 トリマーで丁寧に加工していきます。 トリマーで丁寧に加工していきます。 |
|
|
|
 ボルドジョイントが通る溝を作っていきます。 ボルドジョイントが通る溝を作っていきます。 |
|
 バッチリ!キレイに仕上がりました。 バッチリ!キレイに仕上がりました。 |
|
|
|
ここまでできたら一度仮組をしてみます。留め部分に隙間がないか、表も裏もつなぎ目に段差がないかをチェックして気になる箇所はサンダーで微調整を行います。
|
|
 仮組みして留め部分や接合部をチェック。 仮組みして留め部分や接合部をチェック。 |
|
 細かい段差もサンダーで丁寧に仕上げます。 細かい段差もサンダーで丁寧に仕上げます。 |
|
|
|
今回の商品は片側耳付きなのですが、耳の形は板ごとに異なるので、つなぎ目と留め部分が自然な感じに見えるように削って仕上げました。これなら服が引っかかたりする心配はありません。
|
|
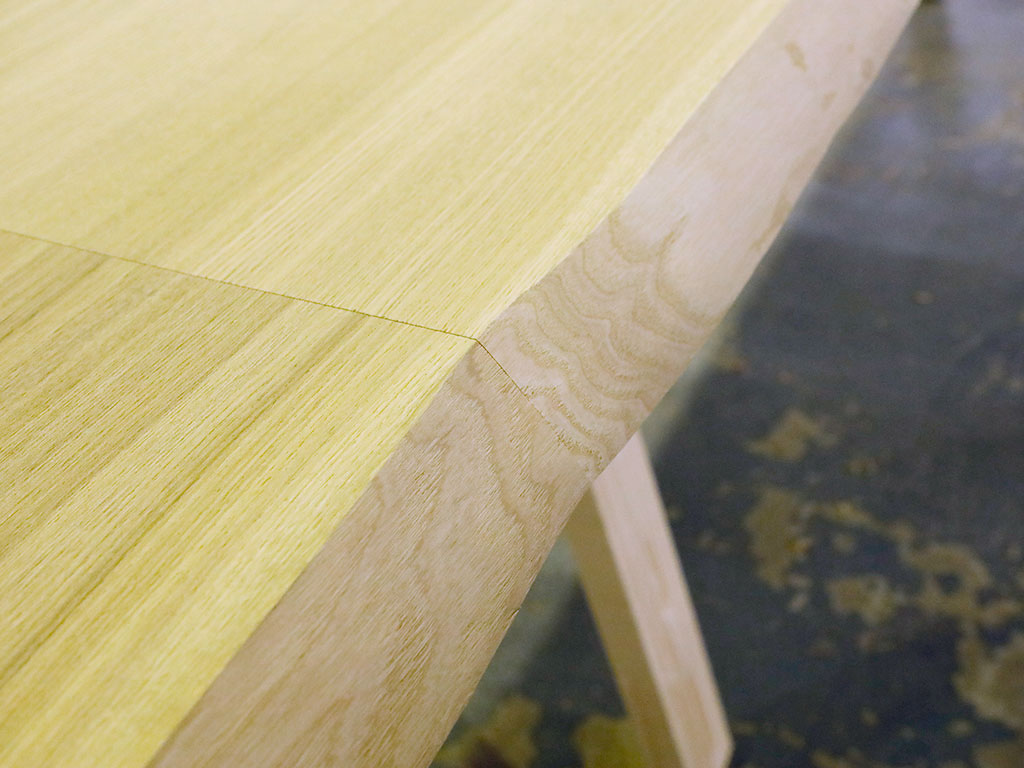 ジョイント部の耳の加工もご覧の通り。 ジョイント部の耳の加工もご覧の通り。
|
|
 角のつなぎ目などしっかり仕上げて完成。 角のつなぎ目などしっかり仕上げて完成。
|
|
|
|
ご注文をいただいてから完成までにかかった日数は約3週間。悪戦苦闘しましたが、我ながらいい感じに仕上げることができました!
2020年は新型コロナウイルスの影響もあってか、それ以前と比べると飲食店さまに使っていただくカウンターやテーブルトップの注文が少なかったのですが、今後の製作に役立つような特大サイズのカウンターを作らせてもらうチャンスをいただけてよかったです!
|
|
|
|
こちらのお店はお蕎麦とお酒が楽しめるようなので、オープンされた頃に完成した姿を見に行ってこようと思っています (^^)。
住宅でも商業施設でも、カウンター・テーブルトップをご検討されているお客様がいらっしゃいましたら、ぜひ私 ケンジ 山本にご相談ください。オンリーワンの一品を真心込めてお作りします。
弊社HPでアクティビティーレポートのバックナンバーを配信中です。ぜひチェックしてみてください。
→ 工場長 山本ケンジの製作日記 vol.2(1/2)
→ 工場長 山本ケンジの製作日記 vol.1
|
|
|
|
|
|


